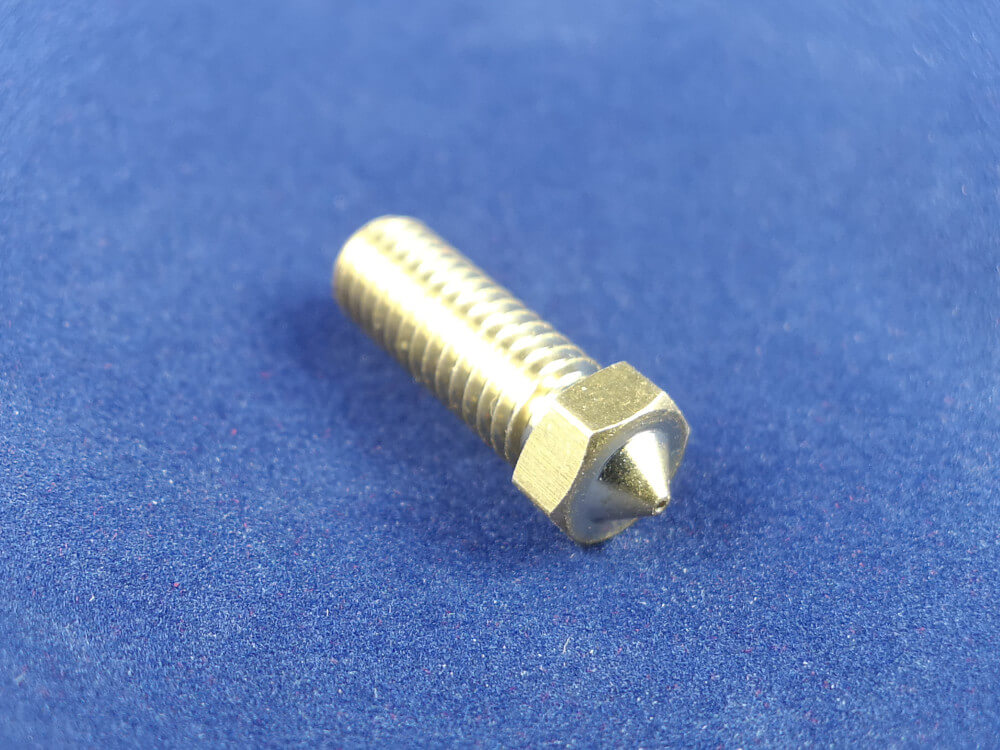
Comment choisir sa buse et son extrudeur ?







-
DESTOCKAGE !
Buse type E3D Volcano 1.0mm Laiton
Le prix initial était : 2,80€.1,60€Le prix actuel est : 1,60€. -
DESTOCKAGE !
Buse type E3D Volcano 0.6mm Laiton
Le prix initial était : 2,80€.1,60€Le prix actuel est : 1,60€. -
DESTOCKAGE !
Buse MK10 0.8mm Laiton
Le prix initial était : 1,95€.1,00€Le prix actuel est : 1,00€. -
DESTOCKAGE !
Buse type E3D V6 0.6mm Laiton
Le prix initial était : 1,10€.0,65€Le prix actuel est : 0,65€. -
DESTOCKAGE !
Buse MK10 0.4mm Laiton
Le prix initial était : 1,95€.1,00€Le prix actuel est : 1,00€. -
DESTOCKAGE !
Buse MK10 0.6mm Laiton
Le prix initial était : 1,95€.1,00€Le prix actuel est : 1,00€.







-
DESTOCKAGE !
Buse type E3D V6 0.2mm Inox
Le prix initial était : 1,80€.1,10€Le prix actuel est : 1,10€. -
DESTOCKAGE !
Buse MK10 0.2mm Laiton
Le prix initial était : 1,95€.1,00€Le prix actuel est : 1,00€. -
DESTOCKAGE !
Buse type E3D V6 0.6mm Laiton
Le prix initial était : 1,10€.0,65€Le prix actuel est : 0,65€. -
DESTOCKAGE !
Buse MK7 / MK8 0.6mm Laiton Tête large
Le prix initial était : 1,10€.0,65€Le prix actuel est : 0,65€.








-
DESTOCKAGE !
Roue d’entrainement extrudeuse 26 dents 5mm
Le prix initial était : 2,50€.1,50€Le prix actuel est : 1,50€. -
DESTOCKAGE !
 Choix des options Ce produit a plusieurs variations. Les options peuvent être choisies sur la page du produit
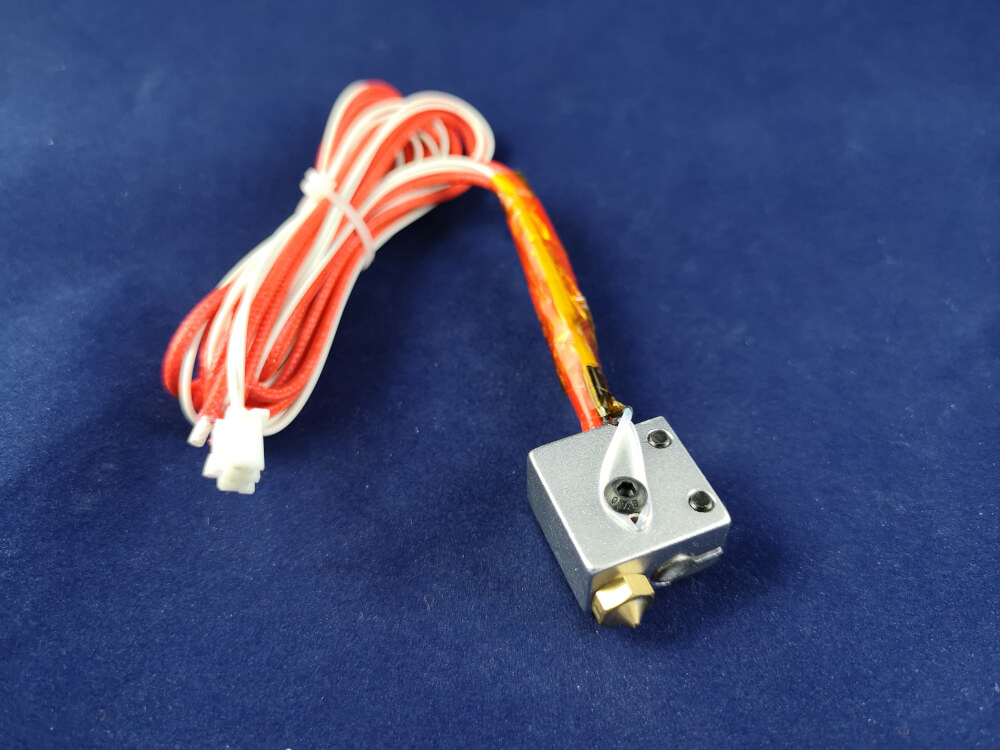
Choix des options Ce produit a plusieurs variations. Les options peuvent être choisies sur la page du produitKit de chauffe pour extrudeuse type E3D Volcano HotEnd 12/24V
Le prix initial était : 8,50€.6,99€Le prix actuel est : 6,99€. -
DESTOCKAGE !
Chaussette silicone pour bloc chauffe MK8
Le prix initial était : 3,60€.2,00€Le prix actuel est : 2,00€. -
DESTOCKAGE !Choix des options Ce produit a plusieurs variations. Les options peuvent être choisies sur la page du produit
Kit de chauffe pour extrudeuse type E3D V6 HotEnd 12/24V
Le prix initial était : 6,80€.5,44€Le prix actuel est : 5,44€. -
DESTOCKAGE !
Cartouche chauffante 24v 40W avec 1 mètre de câble
Le prix initial était : 2,50€.1,20€Le prix actuel est : 1,20€. -
DESTOCKAGE !
Cartouche chauffante 12v 40W avec 1 mètre de câble
Le prix initial était : 2,50€.1,20€Le prix actuel est : 1,20€. -
DESTOCKAGE !
Ressort de rechange pour extrudeur
Le prix initial était : 0,35€.0,20€Le prix actuel est : 0,20€. -
DESTOCKAGE !
Roue d’entrainement extrudeuse 36 dents 5mm
Le prix initial était : 2,50€.1,50€Le prix actuel est : 1,50€.










-
DESTOCKAGE !Choix des options Ce produit a plusieurs variations. Les options peuvent être choisies sur la page du produit
Kit extrudeur complet E3D V6 Bowden / Direct Drive
Le prix initial était : 13,99€.11,20€Le prix actuel est : 11,20€. -
DESTOCKAGE !
Cartouche chauffante 12v 40W avec 1 mètre de câble
Le prix initial était : 2,50€.1,20€Le prix actuel est : 1,20€. -
DESTOCKAGE !
Roue d’entrainement extrudeuse 26 dents 5mm
Le prix initial était : 2,50€.1,50€Le prix actuel est : 1,50€. -
DESTOCKAGE !
Ressort de rechange pour extrudeur
Le prix initial était : 0,35€.0,20€Le prix actuel est : 0,20€.


Ces articles vous intéresseront sûrement !

Les différents types de filaments 3D dans l’impression 3D
Dans l’univers de l’impression 3D, il y a un trés grand nombre de filaments différents. PLA, ABS, NYLON, TPU, PETG… Quelles sont les caractéristiques de tous ces filaments, quand et comment les utilisés? C’est par ici!

Les principaux problèmes rencontrés en impression 3D
Vous rencontrez des difficultés à imprimer convenablement avec votre imprimante 3D à filament? Venez découvrir les principaux problèmes et leurs solutions !

Comment calibrer l’extrudeur de son imprimante 3D ?
Etes vous confronté à des phénomènes de sous ou sur extrusion? Voulez vous changer d’extrudeur pour un plus performant?
Dans ces trois cas vous devrez calibrer votre extrudeur !

Comments (0)