
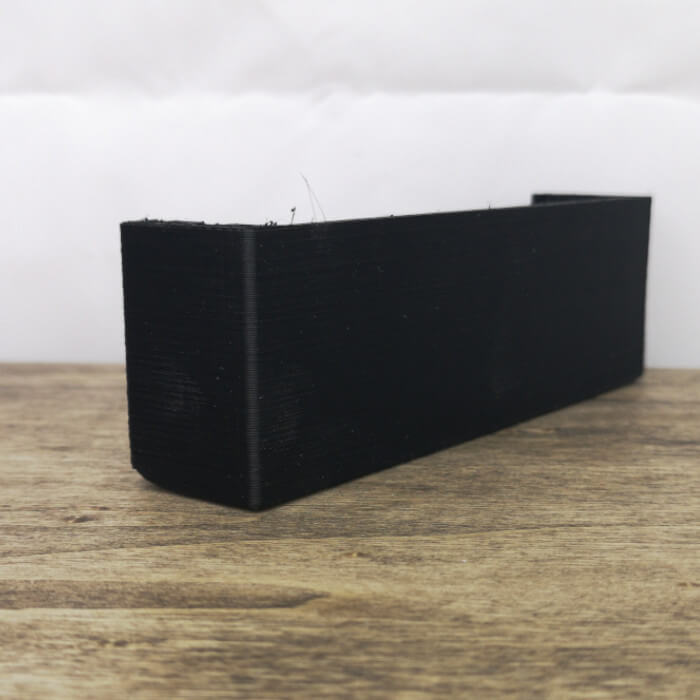
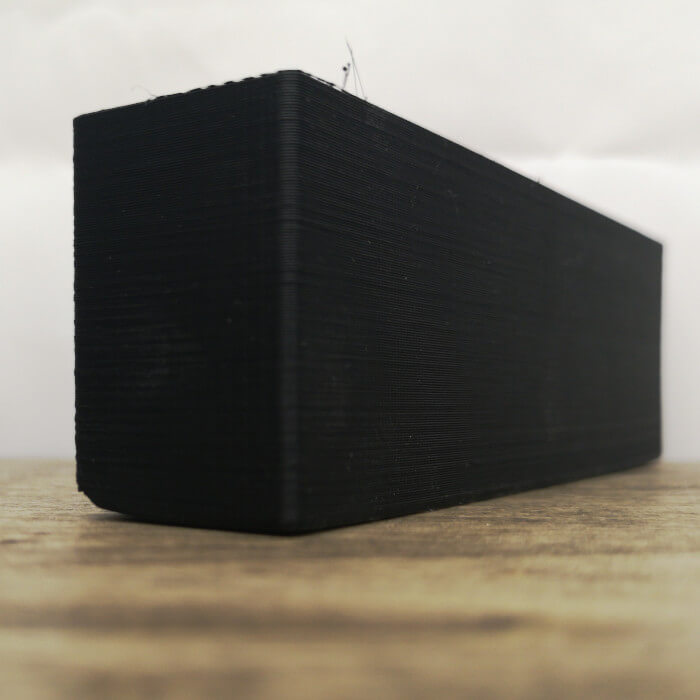
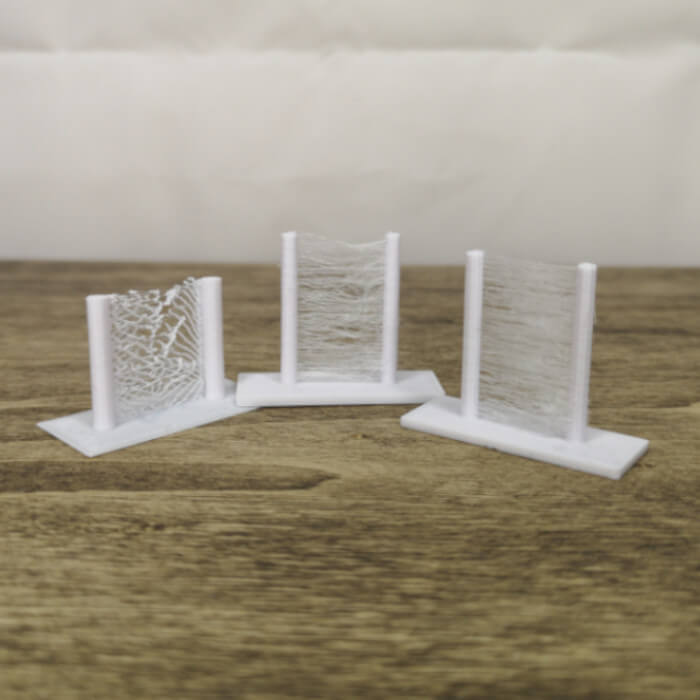
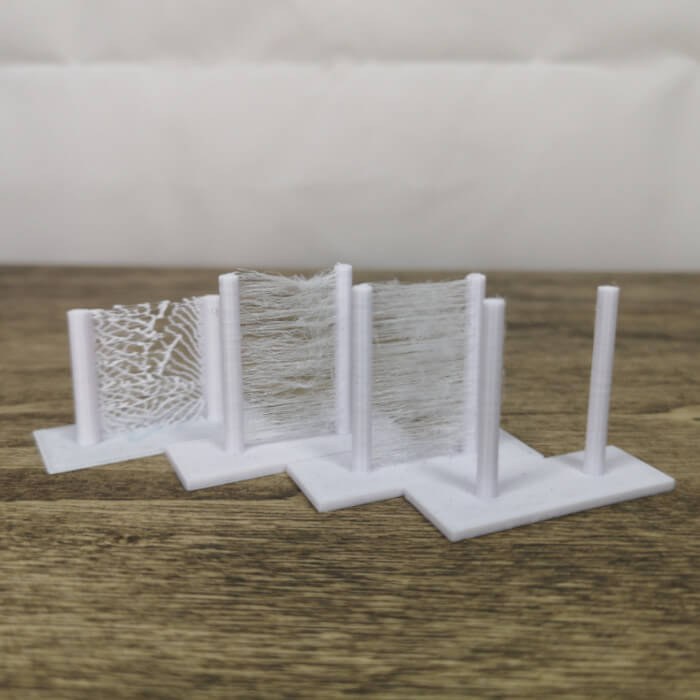
Les principaux problèmes rencontrés en impression 3D

-
DESTOCKAGE !
 Choix des options Ce produit a plusieurs variations. Les options peuvent être choisies sur la page du produit
Choix des options Ce produit a plusieurs variations. Les options peuvent être choisies sur la page du produit
-
DESTOCKAGE !
Cartouche chauffante 24v 40W avec 1 mètre de câble
Le prix initial était : 2,50€.1,20€Le prix actuel est : 1,20€. -
DESTOCKAGE !
Kit d’entraînement extrudeur Direct Drive main Gauche MK7 MK8
Le prix initial était : 7,99€.5,20€Le prix actuel est : 5,20€. -
DESTOCKAGE !Choix des options Ce produit a plusieurs variations. Les options peuvent être choisies sur la page du produit
Kit extrudeur complet E3D Volcano Bowden / Direct Drive
Le prix initial était : 15,99€.12,50€Le prix actuel est : 12,50€. -
DESTOCKAGE !
Choix des options Ce produit a plusieurs variations. Les options peuvent être choisies sur la page du produit
Ventilateur 60mm 2 pin 12v / 24v
Le prix initial était : 5,50€.3,99€Le prix actuel est : 3,99€. -
DESTOCKAGE !
Écrou pour vis trapézoidale T8 Pas 2mm
Le prix initial était : 2,99€.1,00€Le prix actuel est : 1,00€. -
DESTOCKAGE !
Guide filament 1,75mm M6x30mm avec tube téflon
Le prix initial était : 1,90€.1,00€Le prix actuel est : 1,00€.









-
DESTOCKAGE !
Résine UV Lavable à l’eau GT 3D Makers 500ml Grise 405nm
Le prix initial était : 22,99€.14,99€Le prix actuel est : 14,99€. -
DESTOCKAGE !
Résine UV ABS Like GT 3D Makers 1000ml Grise 405nm
Le prix initial était : 39,99€.23,99€Le prix actuel est : 23,99€. -
DESTOCKAGE !
Résine UV Standard GT 3D Makers 500ml Grise 405nm
Le prix initial était : 21,99€.14,99€Le prix actuel est : 14,99€. -
DESTOCKAGE !
Résine UV ABS Like GT 3D Makers 500ml Grise 405nm
Le prix initial était : 22,99€.14,99€Le prix actuel est : 14,99€.





Ces articles vous intéresseront sûrement !

Les différents types de filaments 3D dans l’impression 3D
Dans l’univers de l’impression 3D, il y a un trés grand nombre de filaments différents. PLA, ABS, NYLON, TPU, PETG… Quelles sont les caractéristiques de tous ces filaments, quand et comment les utilisés? C’est par ici!
Comment choisir sa buse et son extrudeur ?
Dans l’impression 3D, l’extrudeur et la buse sont deux composants très importants et dont la qualité de l’impression dépend. Découvrez avec GT 3D Makers les principaux extrudeurs et buses disponibles ainsi que leurs caractéristiques pour faire le bon choix.

Comment calibrer l’extrudeur de son imprimante 3D ?
Etes vous confronté à des phénomènes de sous ou sur extrusion? Voulez vous changer d’extrudeur pour un plus performant?
Dans ces trois cas vous devrez calibrer votre extrudeur !
Les filaments flexibles et l’échelle Shore
Il existe plusieurs types de filaments 3D flexibles, mais comment connaître leurs propriétés une fois imprimés ? Découvrons l’échelle Shore
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Cet article comporte 0 commentaires