
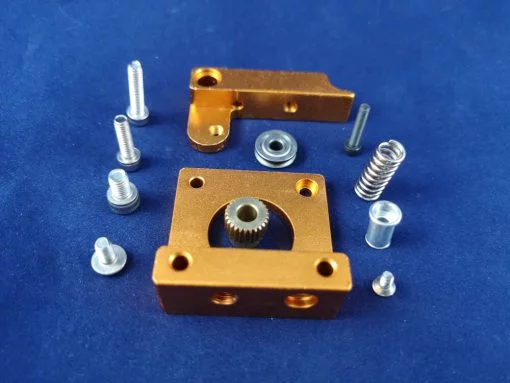
Comment choisir sa buse et son extrudeur ?









-
DESTOCKAGE !
Buse type E3D V6 0.2mm Laiton
Le prix initial était : 1,10€.0,65€Le prix actuel est : 0,65€. -
DESTOCKAGE !
Buse MK10 0.2mm Laiton
Le prix initial était : 1,95€.1,00€Le prix actuel est : 1,00€. -
DESTOCKAGE !
Buse type E3D Volcano 0.6mm Laiton
Le prix initial était : 2,80€.1,60€Le prix actuel est : 1,60€. -
DESTOCKAGE !
Buse type E3D V6 0.6mm Laiton
Le prix initial était : 1,10€.0,65€Le prix actuel est : 0,65€. -
DESTOCKAGE !
Buse type E3D Volcano 0.8mm Laiton
Le prix initial était : 2,80€.1,60€Le prix actuel est : 1,60€. -
DESTOCKAGE !
Buse MK10 0.4mm Laiton
Le prix initial était : 1,95€.1,00€Le prix actuel est : 1,00€. -
DESTOCKAGE !
Buse type E3D Volcano 1.0mm Laiton
Le prix initial était : 2,80€.1,60€Le prix actuel est : 1,60€.








-
DESTOCKAGE !
Buse type E3D V6 0.2mm Laiton
Le prix initial était : 1,10€.0,65€Le prix actuel est : 0,65€. -
DESTOCKAGE !
Buse MK10 0.4mm Laiton
Le prix initial était : 1,95€.1,00€Le prix actuel est : 1,00€.






-
DESTOCKAGE !
Roue d’entrainement extrudeuse 26 dents 5mm
Le prix initial était : 2,50€.1,50€Le prix actuel est : 1,50€. -
DESTOCKAGE !
Roue d’entrainement extrudeuse 36 dents 5mm
Le prix initial était : 2,50€.1,50€Le prix actuel est : 1,50€. -
DESTOCKAGE !
Ressort de rechange pour extrudeur
Le prix initial était : 0,35€.0,20€Le prix actuel est : 0,20€. -
DESTOCKAGE !
Kit d’entraînement extrudeur Direct Drive main Gauche MK7 MK8
Le prix initial était : 7,99€.5,20€Le prix actuel est : 5,20€. -
DESTOCKAGE !
Ressort de niveau pour lit chauffant
Le prix initial était : 0,35€.0,20€Le prix actuel est : 0,20€.








-
DESTOCKAGE !
Ressort de niveau pour lit chauffant
Le prix initial était : 0,35€.0,20€Le prix actuel est : 0,20€. -
DESTOCKAGE !
Kit d’entraînement extrudeur Direct Drive main Gauche MK7 MK8
Le prix initial était : 7,99€.5,20€Le prix actuel est : 5,20€. -
DESTOCKAGE !
Roue d’entrainement extrudeuse 26 dents 5mm
Le prix initial était : 2,50€.1,50€Le prix actuel est : 1,50€. -
DESTOCKAGE !
Ressort de rechange pour extrudeur
Le prix initial était : 0,35€.0,20€Le prix actuel est : 0,20€.
Ces articles vous intéresseront sûrement !

Les principaux problèmes rencontrés en impression 3D
Vous rencontrez des difficultés à imprimer convenablement avec votre imprimante 3D à filament? Venez découvrir les principaux problèmes et leurs solutions !

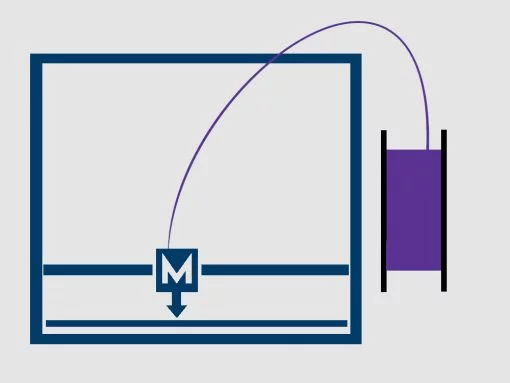
Comment calibrer l’extrudeur de son imprimante 3D ?
Etes vous confronté à des phénomènes de sous ou sur extrusion? Voulez vous changer d’extrudeur pour un plus performant?
Dans ces trois cas vous devrez calibrer votre extrudeur !

Les différents types de filaments 3D dans l’impression 3D
Dans l’univers de l’impression 3D, il y a un trés grand nombre de filaments différents. PLA, ABS, NYLON, TPU, PETG… Quelles sont les caractéristiques de tous ces filaments, quand et comment les utilisés? C’est par ici!
Cet article comporte 0 commentaires